






过去几十年来,大部分企业习惯把不良品和水口料收集、分类、粉碎、造粒或按比例与新料混合,如此回收利用,这是传统的回收方法。在这种作业过程中,有下列几个缺点:
弊端1 占用资金:生产一批客户订单,购进相应胶料,其中产品只要用所购进胶料的80%,而水口则占用20%,即意味着20%水口料的购买资金被无效率占用。
弊端2 占用场地: 20%水口料收集、归整、粉碎、存放等都需安排专属场地,造成不必要的场地浪费。
弊端3 浪费人力和物力:水口收集、分类归整、粉碎装袋、再生造粒、分类储存等等都需要人工和专用设备来完成,工人需要费用(工资、社保、住宿等),设备需要购买、场地和运维费用,这都是企业日常运营的成本,直接降低企业利润。
弊端4 管理繁琐:生产车间固定装置缓存后,安排专人收集、分类、粉碎、打包、造粒或混合搅拌、存放管理等。尤其粉碎后之塑料,有时必须囤积至下批同色同类的订单时再回收利用,这样造成很难掌握。所以,几乎每一个塑料厂,都存在囤积粉碎料(或水口料)一大堆一大堆的现象,变成一种沉重的负担与麻烦。
弊端5 降等级利用:即高成本价值的胶料产生的水口,即便回收利用也只能降等级使用,比如白色的水口只能用于黑色的产品等。
弊端6 多重污染使用:水口料从模具内取出后,其温度开始下降,并与空气接触,这时物性开始变化,因表面静电因素容易吸附空气中的灰尘及水气造成湿化和污染。而水口进行收集、粉碎,甚至造粒过程中,难以避免的发生不同颜色、材质的胶料互混污染,或其它杂质混合污染。
弊端7 污染环境:集中粉碎时,噪音巨大(120分贝以上),粉尘飞舞,污染大气环境。
弊端8 品质低下:塑料本身带有静电,容易吸附空气中的灰尘和水分,甚至沾染污物或混入杂质,将造成塑料之物性——强度、应力、颜色光泽遭受破坏,产品出现脱皮、爪纹、浪纹、色差、气泡等不良现象。
弊端9 暗藏隐患:一旦受污染的胶料生产前未被发现时,生产出来的产品将隐藏批量报废的风险,即便品检程序严谨,也要承受心理紧张的煎熬。
塑料原料是制造生产厂最大的、长期成本的负担,为了降低成本,不管是制造何等级别类型产品的产家,都渴求一种改善以上弊端的科学回收方法,以达最大限度保证企业利润不被无端浪费,以保企业永续经营。
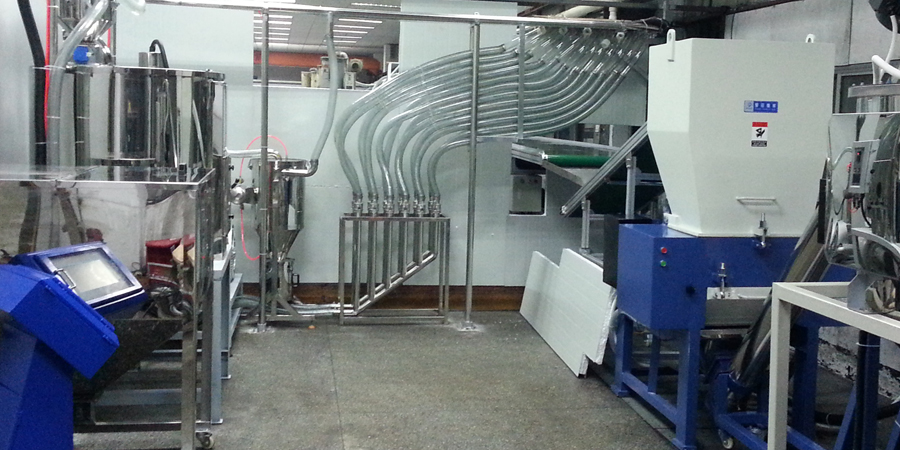
是不是说到您心坎里去了呢?想要知道怎么解决以上问题辰鑫机械最新塑料破碎回收设备帮你解决
管理员
该内容暂无评论